�gӭ�M(j��n)�����ʢ껭h(hu��n)���O(sh��)������˾��I(y��)�پW(w��ng)

һվʽ����(y��ng)��
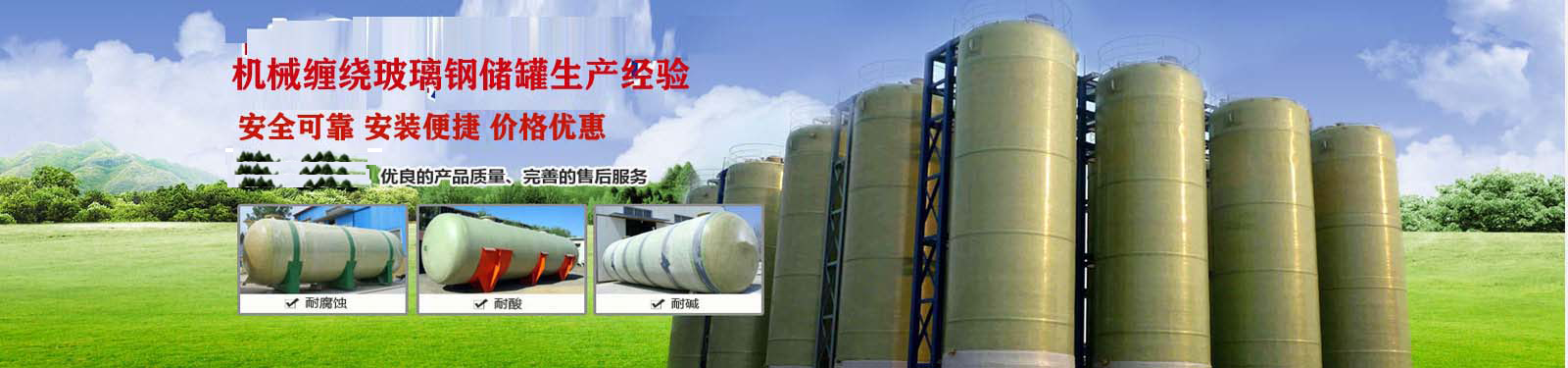
����䓹�,����䓃�(ch��)��

��ԃ�ᾀ
13833879989
��ԃ�ᾀ
13833879989
��")

���(qu��n)���У����ʢ껭h(hu��n)���O(sh��)������˾ ��ַ������������^(q��)�����(zh��n)�����f���I(y��)�@
.jpg)
.jpg)
.jpg)
.jpg)